パーマ社 大型マシニングセンタ
パーマ社について
イタリアのパーマ社は、ボーリングミル、マシニングセンタを製造する大型加工機メーカーで、80年以上にわたり大型から超大型の加工機を製造しています。これまでに培った高い技術力と独自の画期的な装置設計で、大型加工機でありながら高精度を実現しています。
重電、造船、建機、航空機の他、多岐にわたる分野に多くの納入実績を持つ大型加工機のワールドリーティングカンパニーです。

グローバルなパーマ社の販売網と納入実績
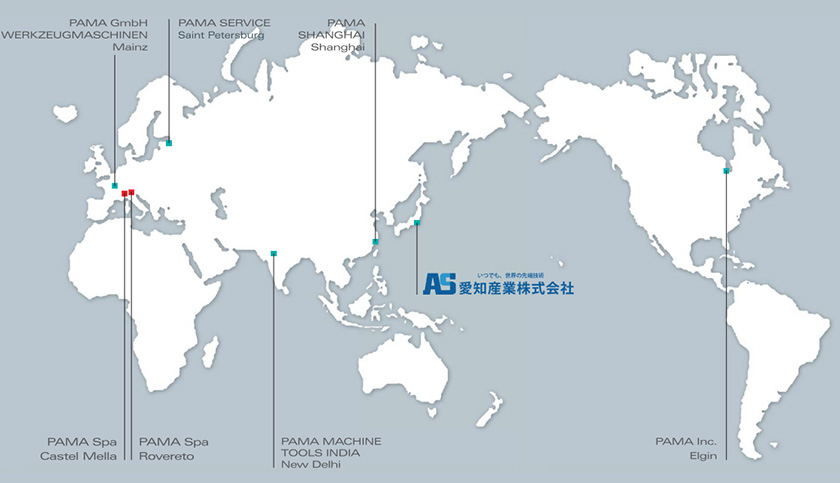
■…製造施設拠点 ■…販売営業ネットワーク
納入実績(アルファベット順)
パーマ社は、全世界の大手重電メーカ、建設メーカ、大型ジーゼルエンジンメーカ、造船、鉄道、航空機の重工業メーカに納入しています。超大型モデルの納入では世界市場の30%の点有率を誇ります。販売の50%がアジア地域向けに納入実績が拡大しています。
- アルストム / ALSTOM
- アンドリッツ / ANDRITZ
- アレヴァ / AREVA
- バーラト重電機 / BHEL
- ボッシュ・レックスロス / BOSCH REXROTH
- ビュサイラス / BUCYRUS
- キャタピラー / CATERPILLAR
- フィンカンティエリ / FINCANTIERI
- ゼネラル・エレクトリック / GENERAL ELECTRIC
- ヒュンダイ / HYUNDAI
- IMPSA
- JINDAL STEEL
- KOENIG & BAUER
- ラーセン&トゥブロ / LARSEN & TOUBRO
- リープヘル / LIEBHERR
- マン / MAN DIESEL & TURBO
- エムシーイー / MCE
- MESSIER DOWTY
- ノースロップ・グラマン / NORTHROP GRUMMAN
- ロールス・ロイス / ROLLS ROYCE
- サクマ / SACMA LIMBIATE
- シーメンス / SIEMENS
- ヴェスタス / VESTAS WIND SYSTEMS
- ウェスティングハウス・エレクトリック / WESTINGHOUSE